欢迎访问:沧州伟信机械制造有限公司!
一键分享网站到:
在线留言
服务热线
18903170095
网站首页
关于我们
产品展示
楼承板机系列
屋顶、屋面压型机系列
双层全自动彩瓦机系列
仿古琉璃瓦压型机系列
CZ钢机压型设备系列
咬口式角驰压瓦机系列
集装箱车厢板压型系列
校平机和起拱弯机系列
欧式卷帘门压型机系列
广告扣板集成吊顶系列
彩钢夹芯复合板机系列
出口国外彩钢设备系列
定做各种冷弯异形设备
剪板机折弯机设备系列
C型钢机
角驰压瓦机
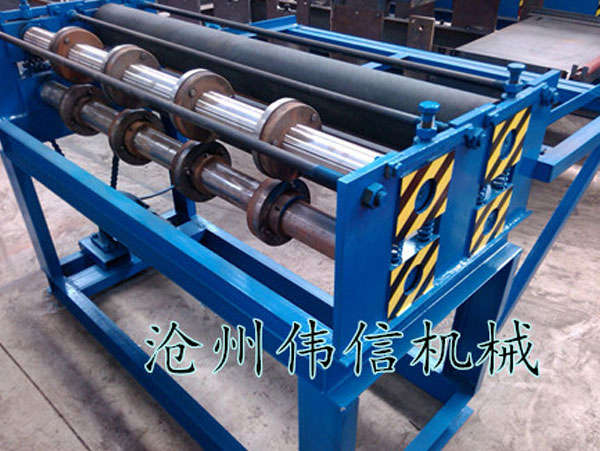
开平机
琉璃瓦
起拱机
双层压瓦设备
压瓦机
一机多用
折弯机
其他
公司动态
工程案例
企业文化
资质荣誉
在线留言
联系我们
网站公告:欢迎您的光临和考察,祝您身体健康,万事如意!合作仅仅是开始,诚邀您共创美好明天!
搜索分类
公司动态
资质荣誉
产品展示
工程案例
Product Show
产品展示
楼承板机系列
屋顶、屋面压型机系列
双层全自动彩瓦机系列
仿古琉璃瓦压型机系列
CZ钢机压型设备系列
咬口式角驰压瓦机系列
集装箱车厢板压型系列
校平机和起拱弯机系列
欧式卷帘门压型机系列
广告扣板集成吊顶系列
彩钢夹芯复合板机系列
出口国外彩钢设备系列
定做各种冷弯异形设备
剪板机折弯机设备系列
C型钢机
角驰压瓦机
开平机
琉璃瓦
起拱机
双层压瓦设备
压瓦机
一机多用
折弯机
其他
查看更多分类
76-344-688楼承板设备
720750760楼承板设备
720型楼承板设备
51-305-342-915-1025楼承板设备
一机四用压瓦机
一机六用压瓦机
伟信机械
欢迎您的光临和考察
合作仅仅是开始,诚邀您共创美好明天!
CASE
工程案例
伟信机械 全国热销
伟信机械 全国热销
伟信机械 全国热销
伟信机械 全国热销
伟信机械 全国热销
伟信机械 全国热销
伟信机械 全国热销
伟信机械 全国热销
伟信机械 全国热销
伟信机械 全国热销
伟信机械 全国热销
伟信机械 全国热销
伟信机械 全国热销
伟信机械 全国热销
伟信机械 全国热销
伟信机械 全国热销
伟信机械 全国热销
伟信机械 全国热销
伟信机械 全国热销
伟信机械 全国热销
— 查看更多 —
伟信机械
WEIXIN
关于我们
about us
沧州伟信机械制造有限公司是生产压瓦机的专业生产厂家,多年来一直从事钢结构及压瓦机设备的设计、研发和生产。同时又致力于对各种新品的研制和开发,在设计、研发、生产、营销、售后服务中拥有一支专业化的团队,雄厚的技术力量,强大的研发能力和先进的生产加工设备。C型钢机,彩钢设备产品以高精度,加工消耗低等特点,完善的售后服务体系,使我们的产品得到了广大国内、外客户的一致好评。 沧 ...
查看更多
NEWS CENTER
公司动态
彩钢复合瓦的发展
近年来,彩钢设备复合瓦以其轻质,保温,美观等优点,受到越来越多人们的青睐,但是其 ...
25
无极C型钢机优势与发展
在激烈的竞争,人工成本高的情况中,正如前有强敌,后有追兵的窘境.只有拿出挥泪斩马 ...
25
压瓦机设备跑偏了怎么调试
压瓦机设备在生产过程中难免会出现这样或者那样的问题,最常见的就是彩钢板出现偏差的 ...
25
一机多用压瓦机的特点
近期加宽设备由于其一机多用的特点,被越来越多的客户广泛使用,很多客户也有来电咨询 ...
25
— 查看更多 —